Innovation collaboration.
All in one place.
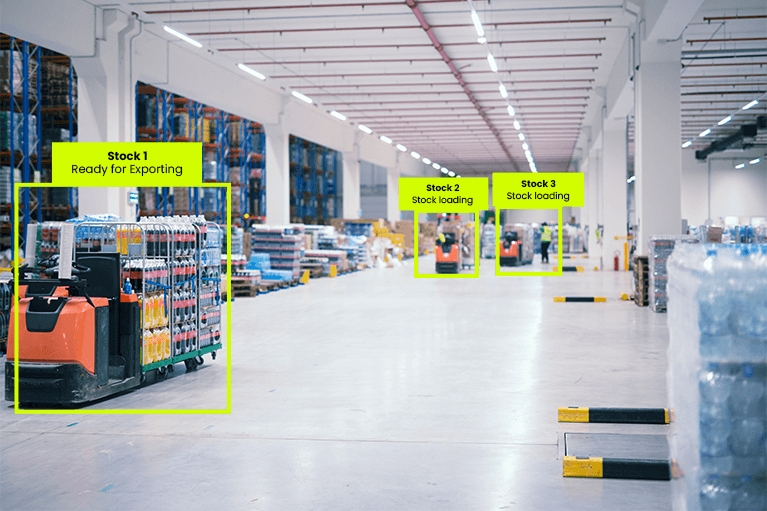
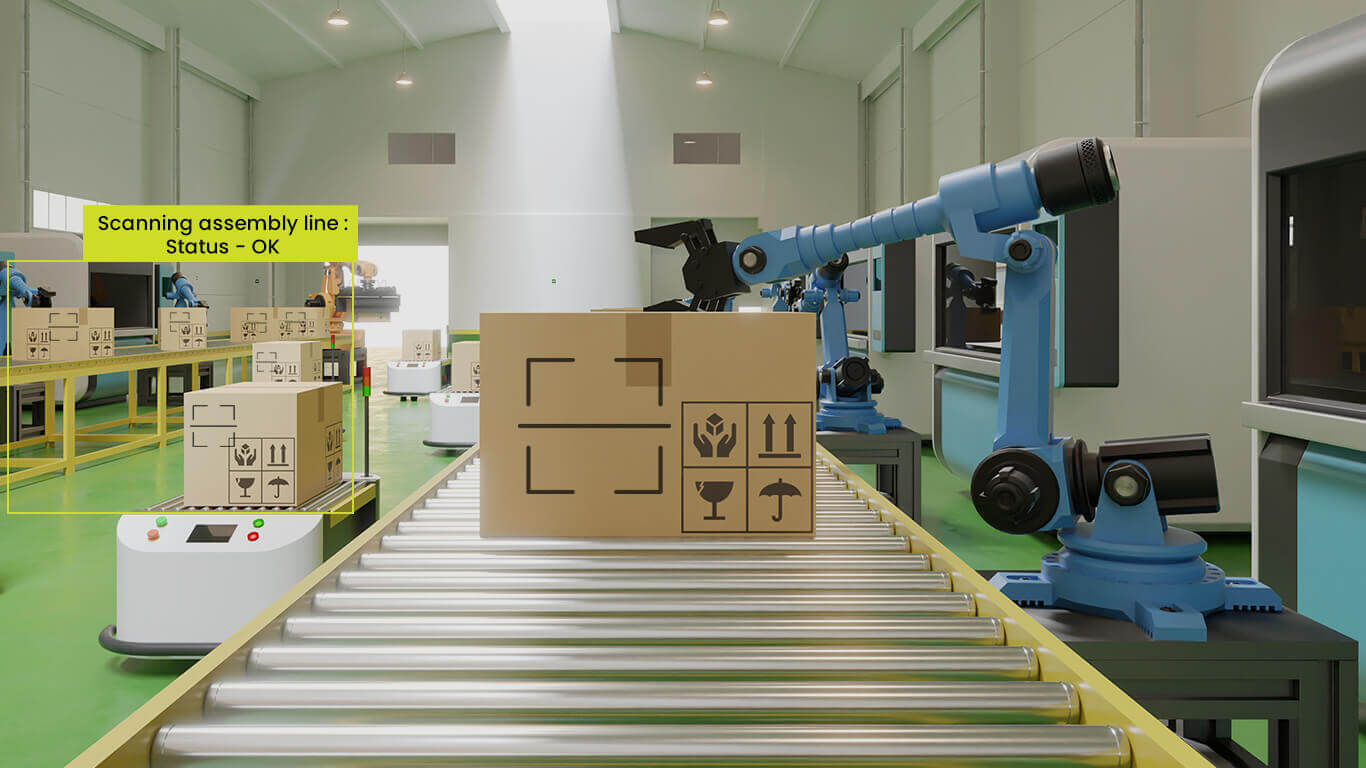
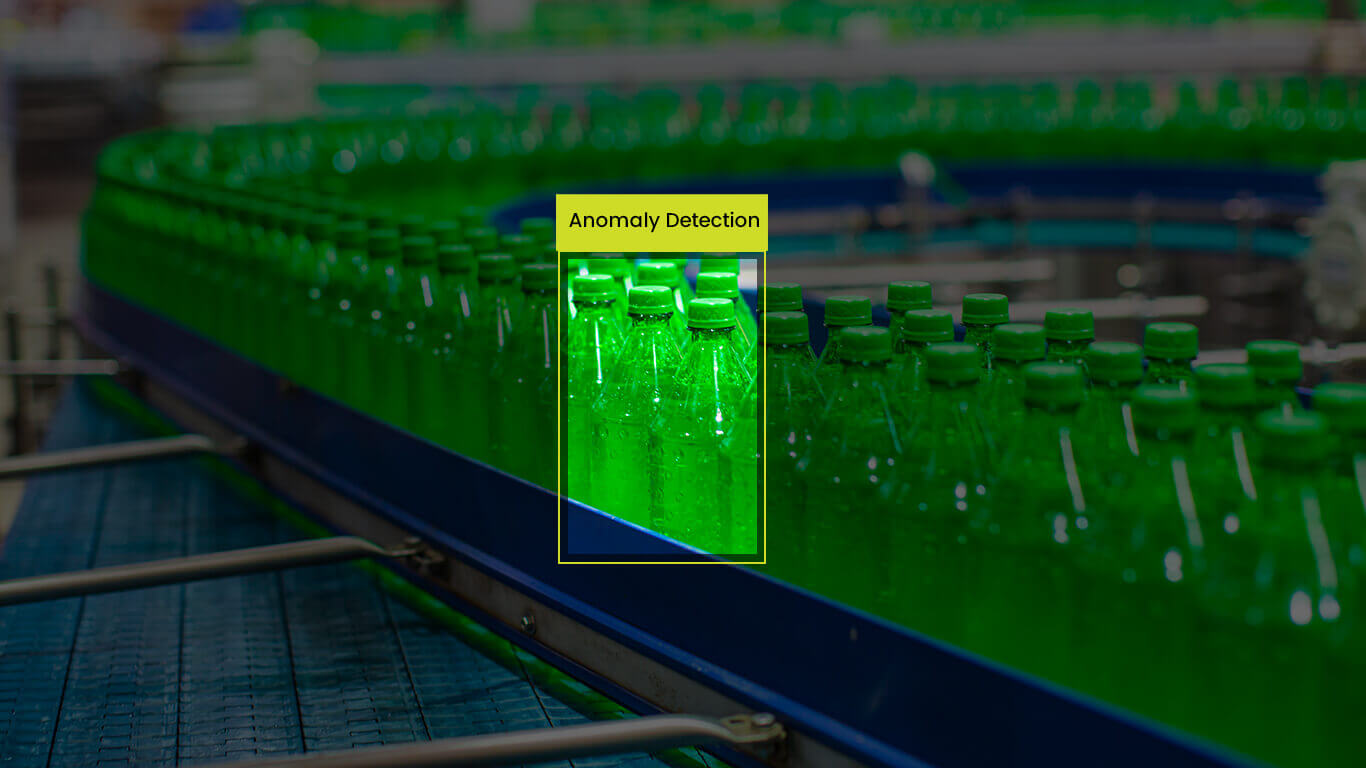
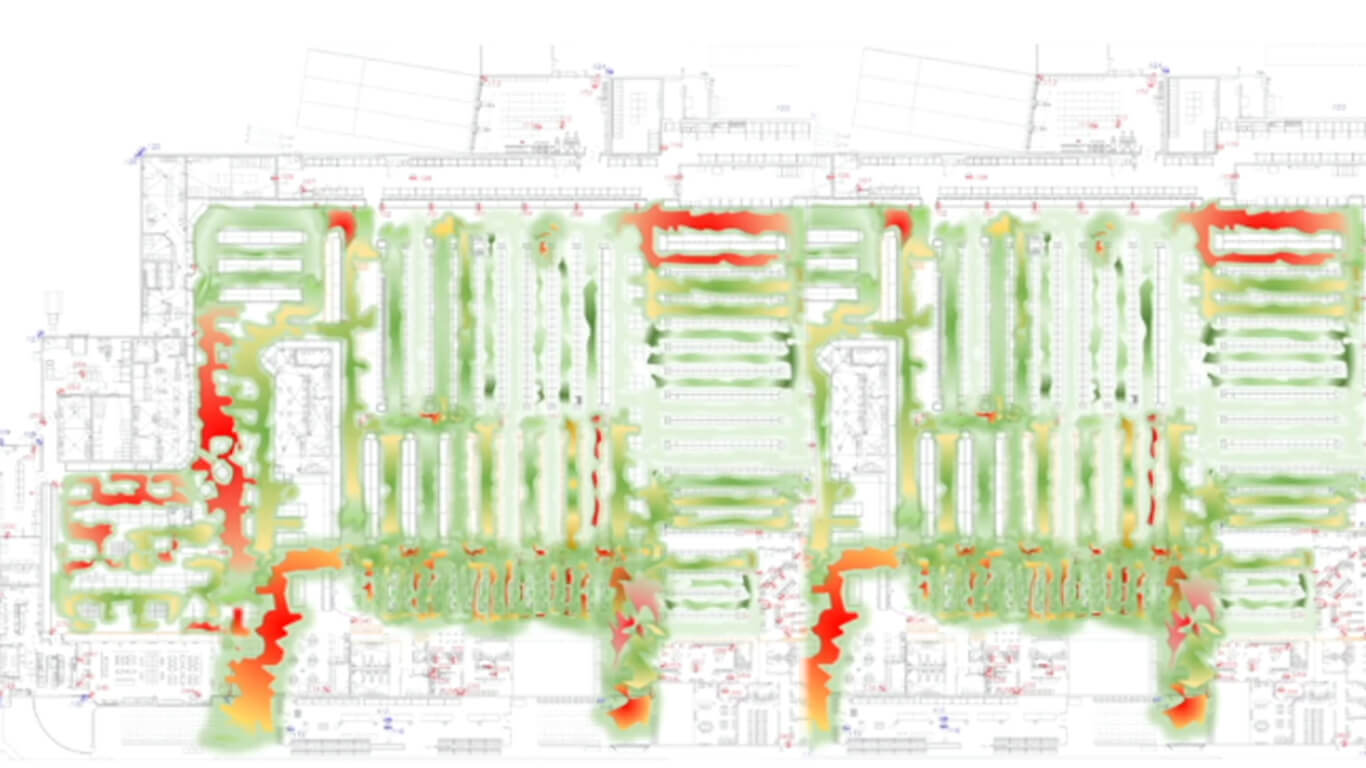
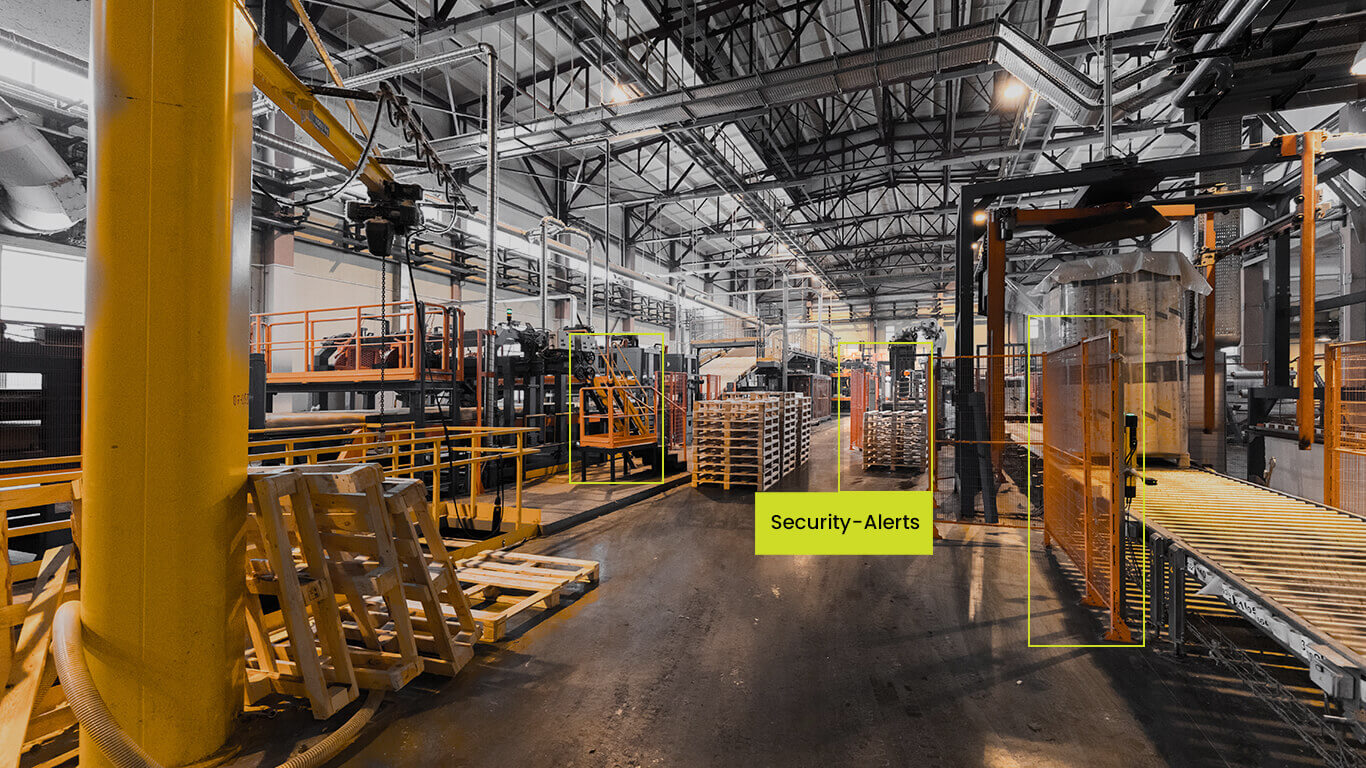
Cogniphi AI Vision makes your manufacturing sites smart. Every camera will be empowered to understand what it sees, providing your team with reports and real-time insights to avoid breakdowns, improve output quality and improve your sites safety and security.
Book a free demo